Obtenir le marquage CE : Étapes, obligations et conformité
Guide complet marquage CE : définition, directives applicables, étapes d'obtention, dossier technique. Commercialisez vos produits en Europe.
Des produits industriels parfaitement fonctionnels en laboratoire qui segrippent au moment du passage à la série : c'est l'un des scénarios les plusfréquents, et les plus coûteux, du développement mécatronique. Pourtant, le cyclede vie d'un produit industriel n'est pas une suite d'étapes indépendantes,mais un continuum où chaque décision en amont conditionne la suivante. DirecteursR&D, responsables innovation, chefs de projet : cet article vous donne lesclés pour sécuriser vos projets. Vous y trouverez les phases critiques du cyclede vie, les points précis où les risques apparaissent, et les leviers pouranticiper l'industrialisation dès la conception.
Dans un contexte industriel, le cycle de vie d'un produit n'a rien à voir avec le cycle de vie marketing (lancement, croissance, déclin). Il désigne l'enchaînement des phases techniques qui mènent une idée jusqu'à un produit fabriqué en série, exploité, puis retiré : conception, développement, industrialisation, production et obsolescence.
La distinction essentielle se joue entre le cycle de vie « théorique »,tel qu'on le dessine sur un diagramme propre, et le cycle de vie « réel » d'un produit mécatronique, fait d'allers-retours, d'arbitrages et de contraintes imprévues.
L'idée à retenir tient en une phrase : chaque phase impacte les suivantes. Un choix de matériau en conception va impacter le choix du procédé de fabrication ou d’assemblage en production ; une tolérance mal définie au prototypage se transforme en rebuts à grande échelle. Le cycle de vie ne se limite donc jamais au seul développement.
La mécatronique combine mécanique, électronique et logiciel au service d'un usage. Cette convergence multiplie les interdépendances : un même produit doit satisfaire des contraintes thermiques, électromagnétiques, mécaniques et d'assemblage qui se contredisent souvent.
C'est là que l'approche cloisonnée devient dangereuse. Prenons un cas concret : une équipe choisit, en phase 1, un boîtier mécanique compact pour des raisons d'encombrement. Trois phases plus tard, l'électronique chauffe au-delà des tolérances faute de dissipation, imposant un retour arrière complet sur le boîtier avec comme conséquence des semaines de retard sur le projet et des coûts de re-design à la clé.
Ce type d'incohérence ne se règle pas par la juxtaposition de bons spécialistes, mais par une conception mécatronique intégrée où chaque discipline partage et intègre les contraintes des autres. En mécatronique, l'ennemi numéro un de l'industrialisation, c'est le travail en silos.
Le passage à la série est le grand révélateur. Un prototype qui fonctionne ne prouve qu'une chose : qu'il fonctionne une fois. Le produire en milliers d'exemplaires, à coût et qualité maîtrisés, est un tout autre métier.
Les causes racines des échecs sont récurrentes :
Les chiffres confirment ce constat. Par exemple une étude publiée dans Design Science (Cambridge), indique qu’un problème corrigé tardivement, coûte environ 10x plus chère à corriger
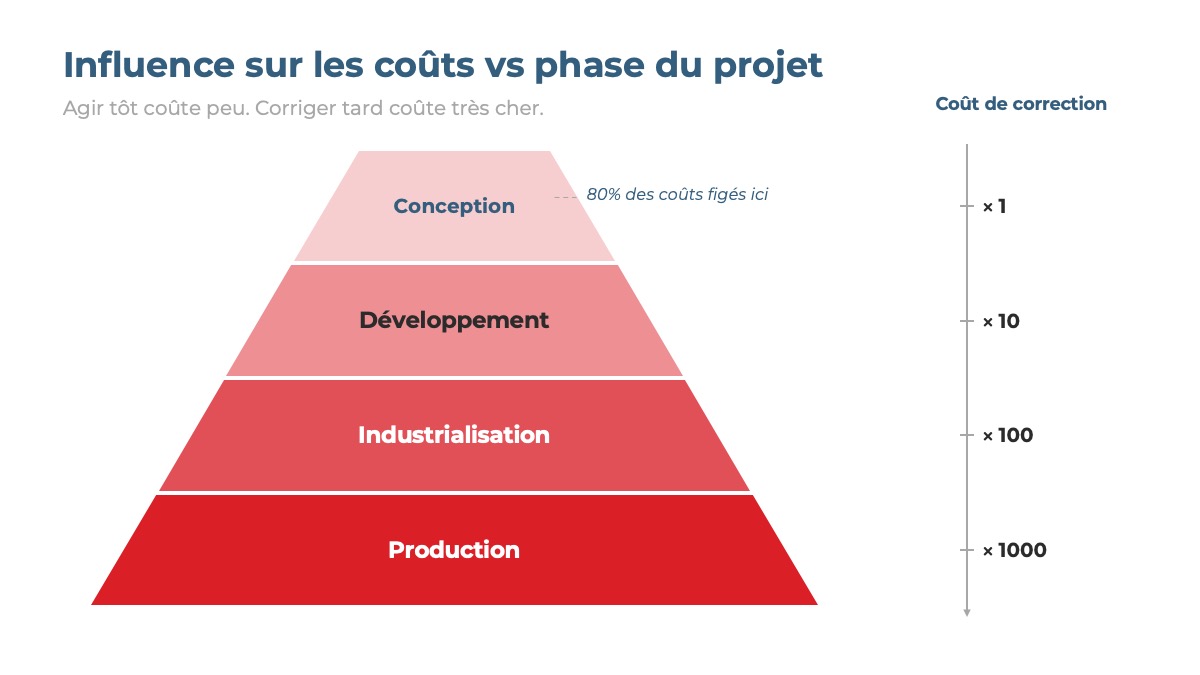
Le point commun de ces échecs ? La majorité des problèmes de production ne naissent pas en production : ils sont créés, sans qu'on le voie, pendant les phases de conception.
Le POC sert à valider l'essentiel : le principe physique fonctionne-t-il, et les choix technologiques majeurs tiennent-ils la route ?Dans un contexte industriel, un bon POC ne se contente pas de démontrer une faisabilité de principe ; il pose déjà les contraintes de fabrication comme critères de réussite.
Exemple : un POC de capteur intelligent valide le principe de mesure et l'architecture électronique, mais teste aussi, dès cette étape, la compatibilité avec un futur procédé d'assemblage industriel.
Les livrables attendus sont des preuves, pas des promesses : mesures,ordres de grandeur, premières limites identifiées. L'erreur classique consisteà vouloir « faire joli » trop tôt. À retenir : un bon POC pose les bonnes questions pour la suite, pas seulement les bonnes réponses immédiates. Il oriente tout le développement produit industriel.
Prototyper ne signifie pas « bricoler en attendant la vraie version ». Un prototype industriel est un démonstrateur déjà porteur de l'ADN du produit final, une maquette grandeur nature, pas une rustine.
On distingue plusieurs natures de prototypes : fonctionnel (valider l'usage), technique (valider l'intégration mécanique/électronique), puis présérie (valider la fabricabilité). À chaque niveau, le Design for Manufacturing (DfM) doit déjà guider les choix : matériaux disponibles,procédés adaptés au volume, tolérances réalistes.
C'est aussi la phase où l'intégration mécanique-électronique se joue réellement : routage, fixations, accessibilité des connecteurs. Repousser ces arbitrages, c'est accumuler une dette technique qui explosera à l'industrialisation. L'idée clé : un prototype bien pensé est déjà orienté production. On conçoit d'emblée un objet industrialisable.
Tester tôt et rigoureusement réduit drastiquement les risques et les coûts. La culture du test est le filet de sécurité qui permet d'innover en confiance.
Un plan de validation industriel couvre plusieurs familles d'essais :
• Fonctionnels : le produit fait-il ce qu'il doit faire ?
• Environnementaux : tenue en température,humidité, vibrations ;
• Fiabilité et durabilité : comportement dans la durée et en usage répété.
Exemple concret : un protocole d'essais en température révèle une dérive d'un composant au-delà de 70 °C. Détectée en validation, l'anomalie coûte un ajustement de conception ; détectée après lancement, elle impose un rappel produit avec des coûts qui explosent.
La règle d'or : définir le plan de validation dès la conception, tester progressivement, et documenter les résultats pour capitaliser.

La présérie est la dernière répétition générale avant la série. Elle valide non plus le produit, mais le process : peut-on le fabriquer de façon répétable, à la bonne cadence, avec la bonne qualité ?
C'est le terrain du DfMA (Design for Manufacturing & Assembly): qualification des fournisseurs, mise au point des postes d'assemblage,optimisation des coûts de production. Un ajustement apparemment mineur peut avoir un effet majeur, exemple : remplacer une fixation vissée par un clipage peut diviser par deux le temps d'assemblage d'un sous-ensemble.
Ces optimisations ne sont pas anecdotiques : c'est précisément en présérie que se verrouillent les coûts d'assemblage pour toute la durée de la série.
Le piège à éviter : confondre présérie et série. La présérie est précisément le dernier moment pour corriger sans catastrophe. Une fois la production lancée, chaque modification se paie en outillages, en stocks et en arrêts de ligne.
Le lancement série n'est pas une ligne d'arrivée. La montée en cadencerévèle des points que ni le prototype ni la présérie n'avaient exposés :variabilité fournisseurs, dérives de process, non-conformités sporadiques.
À ce stade, l'enjeu est double : stabiliser la qualité (gestion des non-conformités, contrôle qualité structuré) et organiser le retour d'information vers la conception. Les données de production ( taux derebut, temps de cycle, retours d'assemblage ) sont une mine d'or pour la g énération suivante du produit.
C'est ce bouclage qui distingue une entreprise qui subit sa production d'une entreprise qui l'améliore : le feedback du terrain alimente la R&D dans une logique d'amélioration continue. Un produit bien conçucontinue de progresser même en série.
Le cycle de vie ne s'arrête ni à la production, ni à la livraison. Il englobe toute la période d'exploitation du produit, jusqu'à son retrait,son recyclage ou son remplacement.
Plusieurs dimensions entrent en jeu : les conditions réelles d'usage(souvent plus rudes que prévu), la maintenance et la réparabilité, la disponibilité des pièces détachées, les mises à jour matérielles oulogicielles, et la gestion de l'obsolescence des composants électroniques.
Exemple concret : un produit mécatronique fiable en sortie d'usine maisdifficile à réparer sur site génère des coûts SAV élevés et une insatisfaction client malgré une excellente conception initiale.
Enfin, la fin de vie (démontabilité, recyclage, conformité réglementaire) est devenue un enjeu de compétitivité autant qu'environnemental. L'ADEME met à disposition des méthodes d'écoconception directement exploitables.Un produit mal pensé pour son usage réel crée des problèmes invisibles au développement, mais très coûteux sur la durée.
Le Design for Manufacturing & Assembly consiste à intégrer les contraintes de fabrication et d'assemblage dès les premiers traits de crayon,et non à la fin.
Ses leviers sont concrets : réduire le nombre de pièces,simplifier l'assemblage, choisir des procédés adaptés au volume visé, anticiperles tolérances. Exemple parlant : un sous-ensemble repensé en DfMA passe de 12à 5 pièces, ce qui réduit mécaniquement les achats, les risques de défaut et le temps de montage.
Les gains documentés sont parfois spectaculaires. Les études de cas de Boothroyd Dewhurst, font ressortir ces gains. Ils rapportent par exemple une réduction de 76 % du coût d'une vanne industrielle, ou encore 53 % d'interventions SAV en moins et plus de 3 M$ d'économies annuelles sur un seul produit. Au-delà des coûts, le DfMA raccourcit aussi le time-to-market en limitant les boucles de re-conception.
Chaque décision de design devrait être validée par une question simple et systématique : « comment va-t-on le fabriquer, et à quel coût ? » Posée à la fin, elle entraîne des re-designs ; posée au début, elle oriente toute la faisabilité industrielle dans le bon sens.
Séparer la mécanique de l'électronique revient à confier deux moitiés d'un pont à deux équipes qui ne se parlent pas. La valeur ajoutée ne réside pas dans la juxtaposition de compétences, mais dans leur intégration, et dans la capacité à faire le pont entre les deux expertises.
Cela suppose une vision globale, une gestion explicite des interfaces et un chef de projet capable d'arbitrer entre disciplines. Exemple : un problème de CEM (compatibilité électromagnétique) se règle presque toujours plus facilement par un co-design en amont que par un correctif en aval.

Le test n'est pas une phase isolée en fin de parcours : c'est un fil rouge qui traverse tout le cycle de vie. Chaque étape doit prouver ses hypothèses avant que la suivante ne s'appuie dessus.
Concrètement, cela signifie définir le plan de validation dès la conception, tester progressivement à mesure que le produit se précise, puis documenter et capitaliser chaque résultat. Cette culture du test agit comme un filet de sécurité : elle autorise la prise de risque maîtrisée, donc l'innovation.
L'idée à retenir est sans appel : un projet sans tests rigoureux, n’est pas un projet innovant ou agile, c’est un pari sur l'avenir avec, en cas d'échec, une facture qui tombe souvent au pire moment !
Maîtriser le cycle de vie d'un produit industriel, c'est accepter une vérité contre-intuitive : la réussite d'une industrialisation se joue très en amont, dans les choix de conception. La vision globale, le co-design mécanique-électronique et la culture du test ne sont pas des options, mais les conditions d'un passage à la série maîtrisé en coûts, en délais et en qualité.Penser cycle de vie, c'est sécuriser un produit sur toute sa durée, du POC à la fin de vie. Si vous préparez un projet mécatronique, un regard expert en amont fait souvent toute la différence : découvrez comment nous accompagnons vos développements industriels ou échangeons sur votre projet.
Le DfMA est une approche qui intègre les contraintes de fabrication etd'assemblage dès la conception : réduction du nombre de pièces, simplificationdu montage, choix de procédés adaptés. Objectif : un produit plus simple àfabriquer, moins cher et plus fiable.
En intégrant le Design for Manufacturing dès la conception, en utilisantdes matériaux et procédés réalistes pour le volume visé, et en validant tôt lescontraintes d'assemblage et de tolérances. Un prototype industrialisable est undémonstrateur déjà pensé pour la série.
On distingue six grandes phases : concept/POC, conception et prototypage,validation et essais, industrialisation et présérie, production et améliorationcontinue, puis vie du produit et fin de vie. Chacune conditionne la suivante :c'est un continuum, pas une suite d'étapes indépendantes.
Découvrez l’intégralité de notre blog pour rester informé des tendances et expertises techniques qui font la force de Scalea.